 English
English 简体中文
简体中文  Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  繁体中文
繁体中文  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Sundanese
Sundanese  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Ventajas y aplicaciones de RTO
2023-12-06
Ventajas y aplicaciones deRTO
RTO se ha convertido en líder en el tratamiento de COV, velocidad de purificación, alta eficiencia, tasa de recuperación de calor de más del 95%, caminando a la vanguardia de la conservación de energía y la protección del medio ambiente. En la actualidad, existen dos tipos de RTO en el mercado: tipo cama y tipo giratorio, el tipo cama tiene dos camas y tres camas (o cama múltiple), y el uso de RTO de dos camas se reduce gradualmente a medida que aumentan los requisitos de protección ambiental. cada vez más estricto. El tipo de tres lechos consiste en agregar una cámara sobre la base del tipo de dos lechos, dos de las tres cámaras funcionan y la otra se purga y limpia, lo que resuelve el problema de que el gas residual original del área de almacenamiento de calor se extrae sin reacción de oxidación.
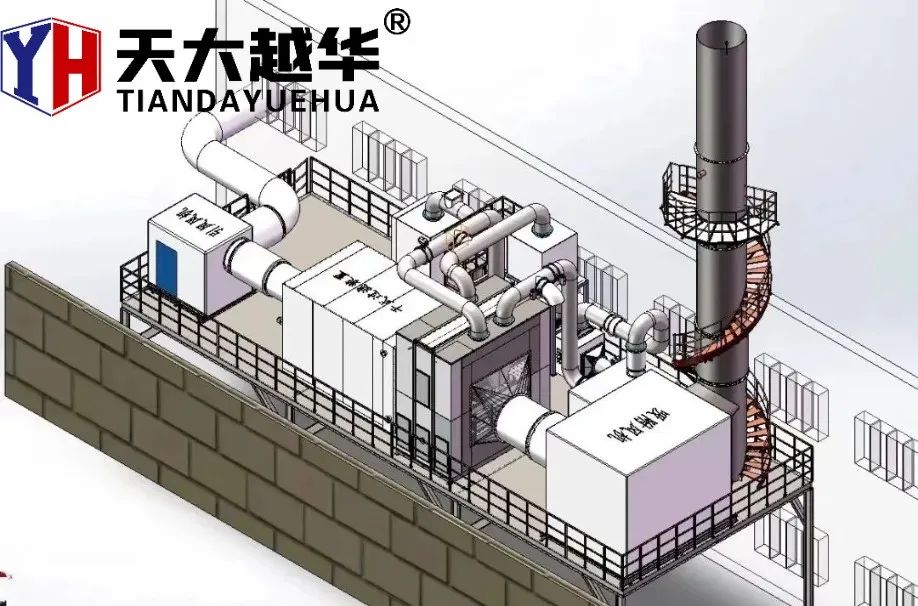
La estructura RT0 se compone de una cámara de combustión, un lecho de empaque cerámico y una válvula de conmutación, etc. De acuerdo con las necesidades reales de los clientes, se pueden seleccionar diferentes métodos de recuperación de calor y métodos de válvula de conmutación; Porque tiene las características de buen efecto de tratamiento, amplia cobertura de industrias, alta eficiencia térmica y recuperación secundaria de calor residual, lo que reduce en gran medida los costos de producción y operación. En el contexto de la actual presión ambiental y el aumento de los precios, el RTO es más económico y duradero, y es favorecido por varias industrias.

Aplicación deRTOen la industria petroquímica
En la industria petroquímica de China, la composición de sus gases residuales es más compleja, el gas residual que produce es tóxico, de amplia fuente, amplio daño, variedad y difícil de tratar, por lo que es necesario resolver el problema de la tecnología de tratamiento de gases residuales petroquímicos. . Los gases residuales petroquímicos se enfrentan a la eliminación de varios componentes del gas residual, lo que determina que al seleccionar el proceso de tratamiento de gases residuales, se debe considerar la combinación de una variedad de procesos unitarios para crear un proceso combinado que pueda tratar perfectamente los gases residuales. gas. RTO se ha utilizado ampliamente en la industria petroquímica y, a menudo, se utiliza como equipo final para el tratamiento de gases residuales. Cuando se utiliza RTO para el tratamiento de gases residuales, es necesario eliminar algunos componentes. Los gases residuales que no pueden ser tratados por RTO, como dióxido de nitrógeno, dióxido de azufre, sulfuro de hidrógeno, amoníaco y otros gases tóxicos y nocivos, se absorben mediante adsorción o filtración, y la niebla de aceite y la niebla ácida perjudiciales para RTO se filtran y eliminan mediante Filtración de fibra de vidrio y luego ingresa al equipo RTO para oxidación. Convertido en dióxido de carbono y agua no tóxicos.
Aplicación de RTO en la industria farmacéutica.

La industria farmacéutica tiene características importantes, como puntos de emisión dispersos y una gran variedad, por lo que la prevención y el control de los gases residuales en este campo consiste principalmente en hacer un buen trabajo de prevención en la fuente y tratamiento final. RTO también se utiliza ampliamente en la industria farmacéutica. Para un volumen de aire pequeño, gas de concentración media, que contiene algo de gas ácido, para lograr el mejor efecto, se utiliza el flujo de proceso de lavado +RTO+: En primer lugar, parte del disolvente orgánico en el taller de producción farmacéutica y química se recupera mediante condensación secundaria y luego pretratado con pulverización alcalina para absorber gases residuales inorgánicos y solubles en agua, y luego ingresar al RTO para la incineración por oxidación. Después de la incineración a alta temperatura, los gases de escape generados por la incineración a alta temperatura se enfrían y luego se descargan en el aire mediante un tratamiento secundario de pulverización alcalina. Para un volumen de aire alto y gas de baja concentración, se puede agregar un corredor de zeolita al concentrado antes de ingresar al RTO en el flujo del proceso anterior para reducir el volumen de aire, aumentar la concentración y reducir los parámetros de configuración del RTO.
Aplicación de RTO en la industria de la impresión y el embalaje.

La industria de la impresión y el embalaje es una de las principales industrias de emisiones de gases residuales orgánicos, y la industria de la impresión necesita mucha tinta y diluyentes para ajustar la viscosidad de la tinta en el proceso de producción. Cuando los productos de impresión se secan, la tinta y el diluyente emitirán una gran cantidad de gases residuales industriales que contienen benceno, tolueno, xileno, acetato de etilo, alcohol isopropílico y otras sustancias orgánicas volátiles. Las emisiones de COV de la industria de impresión y embalaje se caracterizan por un gran volumen de aire, baja concentración, generalmente se agrega una concentración de corredor de zeolita en el extremo frontal del RTO, de modo que el volumen de aire se reduce, la concentración aumenta y finalmente ingresa al tratamiento RTO, eficiencia de eliminación. puede alcanzar el 99%, esta combinación puede alcanzar completamente los estándares de emisión, en el caso de una concentración adecuada, puede lograr el autocalentamiento del equipo. RTO se ha convertido en una poderosa herramienta para la protección del medio ambiente y el ahorro de energía en la industria del embalaje flexible.
Aplicación deRTOen la industria de la pintura

Los compuestos orgánicos volátiles (COV) producidos en el proceso de recubrimiento son principalmente tolueno, xileno, tritolueno, etc. Los gases de escape de la industria de la pintura tienen las características de un gran volumen de aire y baja concentración, y los gases de escape contienen niebla de pintura granular y su viscosidad y humedad son relativamente grandes. Por lo tanto, es necesario filtrar los gases de escape mediante niebla de pintura y luego ingresar al canal de zeolita para concentrar los gases de escape filtrados, que se convierten en un gas con alta concentración y bajo volumen de aire, y finalmente ingresa al tratamiento de oxidación RTO.


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy